How a High-Performance Sailplane is Manufactured
During my soaring holidays I am often asked to describe how the manufacture of a high-performance sailplane is carried out. I’ll tell a tale out of school, and you will see that it has nothing to do with industrial manufacturing processes, but is good German manual craftsmanship.
Wing Construction
Here is a somewhat simplified description of building a wing. It is built from the outside in. For that we use four large molds per sailplane, the right and left wing upper surfaces and lower surfaces. When a new wing is started the workday of the lacquerer begins at 6 AM, when the first of four UP-gelcoats is sprayed in. That is later the outer coat, which is the first thing not too thinly applied to the mold.
Unfortunately we have to use polyester lacquer, because a PU lacquer, while it would better combine with the epoxy applied later, it would also form droplets on the release agent which has been applied to the mould, just like the water in a car wash.
At 7 AM, when the actual wing workers arrive, the lacquer is partially dried and quite sticky. Epoxy is then rolled onto this surface and a thin fiberglass layer applied and pressed into the epoxy. The main function of this thin layer is to prevent the structure of the following layers to show through the wing surface. Some manufacturers skip this part of the process, but after a few years a fine diamond shaped structure becomes visible. That we do not want.

After rolling, the thin fiberglass layer becomes almost invisible, because of the saturation with epoxy. The bond between lacquer and fibers is “wet on wet” so that it can never result in the lacquer peeling off – at worst you could get hairline cracks due to rapid and extreme temperature changes during wave flying.
Next a layer of carbon fiber fabric is put in, which account for most of the strength of the wing surface. The direction of the carbon fiber is diagonal for greater torsion strength. This fabric requires a heavy use of epoxy, about 250 grams per square meter, and is also very expensive. A wing of 11 sqm contains about 46 sqm. carbon fiber. In addition we need 11.5 kg of epoxy.
Foam is put on the wet outer layer of the carbon fiber fabric. The foam core is made from carefully cut and plates of PVC foam of about 6 mm thickness, which forms the center of the sandwich construction. The foam is carefully prepared , tapered towards the rear, with cut-outs for the dive brake boxes etc. and a machined bed for the spar cap. Furthermore the foam is perforated with a needle roller to better absorb the epoxy. This prevents delaminating.
 The spar caps, which must be able to absorb the extremely high tension and compression forces due to the bending of the wings, have been pre-manufactured with the help of a small tooling machine from hundreds of carbon fiber rovings in a special mould. The quality requirement for the spars are very, very high. A single air bubble can condemn a spar cap, and to be sure that it is not inadvertently used again, the quality controller takes his diamond saw and cuts it in half.
The spar caps, which must be able to absorb the extremely high tension and compression forces due to the bending of the wings, have been pre-manufactured with the help of a small tooling machine from hundreds of carbon fiber rovings in a special mould. The quality requirement for the spars are very, very high. A single air bubble can condemn a spar cap, and to be sure that it is not inadvertently used again, the quality controller takes his diamond saw and cuts it in half.
A lot of labor and material has gone to waste, but fortunately this is a rare occurrence.
The foam core is then fixed, the spar cap put on it, and the inner carbon fiber fabric is layed in, – again diagonally, so that after curing a stable, pressure resistant sandwich is formed. This is followed by a layer of peel ply and a perforated foil pre-epoxied together with the inner carbon fiber fabric. Foil and peel ply are throw-away parts which are later removed, giving the inner wing surface a rough surface, which makes the gluing of the inner parts adhere better.
Now an absorbent cloth is applied to soak up any extra epoxy and to make the removal of air easier, and a plastic foil is used to cover everything, and it is taped to the mold. A few plastic pipe stubs are put in and sealed with plastilin. These are used to suck out the air so that the vacuum forces the entire construction evenly against the mold. At the same time the mold is heated with water so that the wing can cure over night – warm hardening.
In the meanwhile it’s now time to go home. Breakfast and lunch breaks on these days are not dictated by the clock, but must wait until certain processes are complete. There can be no interruption of the process.

When I was “new” I had an interesting experience: I watched a foreman cut the previously mentioned carbon fiber fabric off a roll apparently without a pattern or tape measure. He then put it into the mold, where it protruded considerably over the edges. This struck me as irregular, using guesswork as a measurement. I was about to go over and asked him to be more careful with material that costs Euro 35.00 per square meter, when he took a roller and began to press the material into the mold. This caused the protruding material to progressively to shrink towards the middle, and especially in the nose the protruding material disappeared one centimeter at time. I was astonished to see that about 10 minutes later the protruding excess had just about disappeared, leaving only about 2 cm of excess material. I went up to him and said: “Unbelievable, how you worked the material. Ten minutes ago I was going to reprimand you for wasting expensive material, but now it fits properly.” He said: “Mr. Weber, I have been doing this for 25 years.”
The next morning the absorbent cloth and the perforated foil are removed. The parts for the wing parting device, if ordered, are built in. The two spar caps per wing half are stiffened by a shear web, which is similar to the double-T-bars used in steel construction. The finished spar extends from the wing tip to the wing root and into the spar end – in a 18 m wing about 9.30 m long. The shear web is quite massive, so it can with-stand the shear forces. At the main pin, for instance, the bushings into which the main pin is inserted, must with-stand forces up to 14.5 tons ! The finished shear web is put into the upper wing shell and epoxied to the spar cap. For wings with parting the receptacle for the outer spar is set in. The spar cap of course ends at the parting and an extra spar for the wing tip is installed.
As mentioned before, we manufacture the spar caps separately and glue them into a 3 mm deep cut out in the foam core.

There is another method. You can lay the rovings for the spar cap “wet-on-wet” on the outer layer, and you will get a spar about 6 mm higher than we do. The advantage is such that because of the greater height material can be saved, because a higher spar has a static advantage. In very thin profiles, such as the DG-600 one cannot achieve the required stiffness otherwise. This method is also less expensive. The disadvantage is that after a few months the outline of the spar becomes visible on the upper wing surface. Take a look at various sailplane types, and you will be able to see the spar outline on the wing surface.
That is why we opted for the more expensive but better method of gluing the spar cap into the foam core and fix it with the inner fabric.
Now we begin with the installation of the controls by gluing in the bases for the control rods and support links . Measure, mark and glue – not like that, we don’t. All installations are placed exactly by jigs which are fixed with guide pins to the mould . Other “small parts” such as root ribs, receptacles for the rudder hinges etc. are also glued in. Our single seaters have about 250 different “small parts” of glass fiber or carbon fiber and for each one there is a drawing and a special mould.
 After curing the control rods are installed in the morning of the third day.
After curing the control rods are installed in the morning of the third day.
The task of these installations takes about two days. In the morning of the fourth day the preparations are made for gluing the wing halves together. This is a very critical step in the manufacturing of a wing.
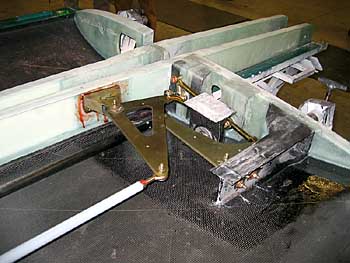
During operation the bonding areas carry high loads, but after closing the wing they become inaccessible forever. Therefore these “blind bonds”, as they are called, must be carefully prepared and executed with great precision. To achieve this, we developed a simple but very reliable procedure:
Small strips of play dough (“Plastilin”) are applied to all areas where the upper and lower wing halves will get in contact. These are special areas on the leading and trailing edge, the spars and ribs. Adhesive tape protects the bonding surfaces from grease contamination by the play dough. When the upper and lower molds are put together, the play dough is compressed and reflects a very accurate image of the bonding gap. A similar technique is used for the spars: A series of cloth pins are inserted into the foam of the shear web. These pins are then pushed in when the molds are closed, providing an accurate measure of the bonding gap.
After re-separating the molds, our quality controller inspects the visualized thickness of the bonding gap, which has to stay within very tight tolerances to guarantee a long-term reliable bonding.
Before permanently closing the wing, the quality controller checks all elements which will become inaccessible. Each individual nut of the control linkage is verified, secured, marked and signed off on a detailed checklist.
 “Mumpe” call our workers the glue to close the wing. It is a mixture of epoxy resin and cotton flakes, which gives it a consistency like cookie dough. After all bonding areas have been thoroughly cleaned and roughed, the mumpe is applied with a squeeze bag, similar as for icing cake. The thickness of the mumpe layer reflects exactly the gap height as previously measured with the play dough or cloth pins, plus additional two millimeters. The long experience of our workers shows in the “artwork” of optimally trapezoid-shaped mumpe layers they create with squeeze bag and wooden spates.
“Mumpe” call our workers the glue to close the wing. It is a mixture of epoxy resin and cotton flakes, which gives it a consistency like cookie dough. After all bonding areas have been thoroughly cleaned and roughed, the mumpe is applied with a squeeze bag, similar as for icing cake. The thickness of the mumpe layer reflects exactly the gap height as previously measured with the play dough or cloth pins, plus additional two millimeters. The long experience of our workers shows in the “artwork” of optimally trapezoid-shaped mumpe layers they create with squeeze bag and wooden spates.
The right area, exact thickness and correct processing of the bonding layer is crucial for long-term reliability. Any attempt to save weight or cost here would compromise reliability and safety.
Recently we received more and more questions regarding the wing bonding process. Here are additional explanations and answers:
In the previous section , we described the bonding process as carried out at DG Flugzeugbau. There is no doubt that the blind bonding is a critical process step, in particular since the result becomes inaccessible forever. However, the wing design has significant influence on the reliability of this bond; it makes a difference if the bonding area is between the spar and the upper or lower half shell of the wing.
From the very beginning, DG Flugzeugbau assembles the main spar and the control linkages into the upper half shell of the wing. The lower half shell is then glued on the finished assembly. As a result, the critical blind bond is located between main spar and the lower shell, which makes it much less troublesome. The highest operating load of the wing occurs during recovery. The upper spar cap is stressed by compressing forces, the lower spar cap by tension forces. This causes the lower wing shell being firmly pressed against the spar cap, which is in turn pressed on the shear web. The whole assembly might even stay intact without any bonding, but we better dont gamble with that!
If the control linkages and main spar are assembled into the lower half shell of the wing, then the required blind bond between the spar and the upper half shell is exposed to delaminating forces during recovery. In this case the bond has to be absolutely flawless to prevent the assembly from failing.
We are very confident that our blind bonding process is absolutely reliable. However it was for good reason that Wilhelm Dirks always designed the control and spar assembly into the upper shell and the blind bond against the lower shell to benefit from that additional reliability margin.
Our friend Manfred Koethe from Boston made a special description of this process.
The lower wing half is put onto the upper half, adjusted exactly to the guide pins, and then compressed with many vise clamps. Both halves must fit exactly in all places, or the profile will not be correct.
The force of the vise clamps squeezes the excess epoxy mixture out between the wing halves. The glued wing is tempered overnight at 35 degrees Celsius. The next morning the wing is taken out of the mould, using the crane and usually with a loud crack. In the sanding room the excess epoxy is removed. After the moulds have been cleaned and waxed, the whole process starts over again.
The Fuselage

The construction of the fuselage is roughly equal to the wing construction. But here the foam sandwich method is not used, except for the carbon fiber fabric. To achieve optimal pilot safety in a potential crash, in the DG-808C two layers of Kevlar are used between the carbon layers. This material is difficult to work with but does not splinter into sharp edges like carbon fiber. In addition the reinforcements for the safety cockpit are glued in.
 The fuselage construction is faster than the wing construction. But the many installations of small parts is quite complicated. Seat pan, landing gear, engine bay walls, bulkheads, lift pin tubes, ribs and shear webs in the fin, pitot and static ports with hoses, antenna, control system – all that has to be installed and tested before the fuselage halves are glued together
The fuselage construction is faster than the wing construction. But the many installations of small parts is quite complicated. Seat pan, landing gear, engine bay walls, bulkheads, lift pin tubes, ribs and shear webs in the fin, pitot and static ports with hoses, antenna, control system – all that has to be installed and tested before the fuselage halves are glued together
Rough Assembly
In the next stage the rough assembly takes place.
The leading and trailing edges of the wings are trimmed, the control surfaces (flaperons) are cut out and fitted and the spar ends receive their outside glasfibre layers. Then the wings are put on the drilling jig so that the exact V shape for the drilling of the holes for the main pin bushings can be ascertained.
The complete controls are installed to the fuselage, the canopy frame epoxied, the canopy glued on and the canopy locks installed. The tail plane and rudder are fitted, the engine doors installed, the wiring set installed etc.
The sailplane is assembled the first time, al controls are adjusted and a quality control takes place. Now the rough assembly is completed . Three workers take one week per sailplane.
Finish
 Next is the finish section, and here one can either invest a lot of work or keep it quite simple depending on what quality is desired. We calculate that a good finish takes about 240 hours of work at Euro 40 per hour, and it takes a lot of training and experience before a worker produces at this level.
Next is the finish section, and here one can either invest a lot of work or keep it quite simple depending on what quality is desired. We calculate that a good finish takes about 240 hours of work at Euro 40 per hour, and it takes a lot of training and experience before a worker produces at this level.
If no PUR painting is wanted, the glider must not receive a complete spraying with paint, only the glue joints, certain areas like fuselage and wing fairings and the canopy frame need filling and spraying.
After that it’s sanding, sanding, sanding, by hand ! All attempts to introduce machines for this work have produced very unsatisfactory results. Large rotary sanders could be used, but who wants to see the resulting circular patterns on his wings? We use wet sanding paper with decreasing grit. Some manufacturers stop at 600 grit, we keep going to 800 and 1000 and much water.
The people in the finish section work in rubber boots, and drainage channels are built into the floor. It’s a tough job, but the end result produces much satisfaction.
 I looked around a bit at the “AERO” exhibition. It’s obvious that some manufacturers sand only to the 600 grit stage. At one manufacturer’s stand you could run your fingernail along the dive brake and watch the little crumbs fall to the floor.
I looked around a bit at the “AERO” exhibition. It’s obvious that some manufacturers sand only to the 600 grit stage. At one manufacturer’s stand you could run your fingernail along the dive brake and watch the little crumbs fall to the floor.
Another manufacturer leaves the wing trailing edge unfinished. That the trailing edges of wing end at fuselage were 6 mm thick, in-stead of the normal 2 mm, did not seem to bother him. And that on an exhibition” sailplanes.
An older gentlemen visited our stand, ran his hand over the wing and said: “In my time we could not even dream of such a finish”.
Final Assembly

If everything works properly the final inspection by the quality controller takes place. This takes about 8 hours, and the telephone is switched off and no disturbance is tolerated. All the assemblies on the test list are checked, and all functions that can be performed on the ground are carried out.At this stage there should not be any more epoxy work. We don’t want to mar the finish with epoxy stained hands. The cockpit installations will be done including the many electric connections for the instruments and the engine control automatic. The complete motor unit, pre assembled in another unit and test run on the test stand, is installed, the wings assembled and the seals for the flaperons installed. All the required Mylar seals are taped on. Installation of the instruments as ordered by the customer sometimes causes unexpected problems. Testing the engine after installation, carburetor adjustments, weight and balance etc. etc.
Test Flight
And finally the sailplane must show in test flight programs that everything works properly. A pre-determined program is flown and every phase checked off on the check list, and the appropriate values noted. Sometimes certain adjustments have to be made and retested. Then the sailplane is really “finished’.
Of course we still need the certification and licensing by the airworthiness authorities.
So you still can’t fly the finished sailplane for a few days.
The large team that made it all possible wishes you many happy hours flying your new sailplane.
– Friedel Weber –
translated by Albin Schreiter, CDN